



01 Wat ass enggeschweesste Verbindung
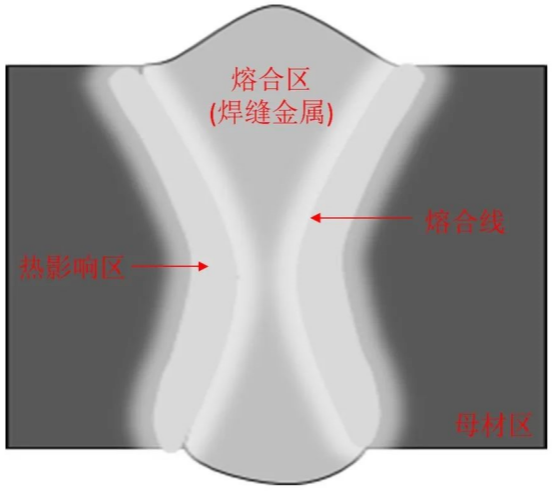
Eng geschweesste Verbindung bezitt sech op eng Verbindung, wou zwee oder méi Werkstécker duerch Schweessen verbonne sinn. D'geschweesste Verbindung beim Schmelzschweessen gëtt duerch lokal Erhëtzung vun enger Héichtemperatur-Hëtzquell geformt. D'geschweesste Verbindung besteet aus enger Schmelzzon (Schweesszon), enger Schmelzlinn, enger Hëtzt-beaflosster Zon an enger Basismetallzon, wéi an der Figur gewisen.
02 Wat ass e Butt Joint
Eng üblech Schweessstruktur ass eng Verbindung, bei där zwou matenee verbonnen Deeler an der selwechter Fläch oder dem selwechte Bou an der Mëtt vun der Verbindung geschweesst ginn. D'Charakteristik ass eng gläichméisseg Heizung, eng gläichméisseg Kraaft an eng einfach Garantie vun der Schweessqualitéit.
03 Wat ass engSchweessnut
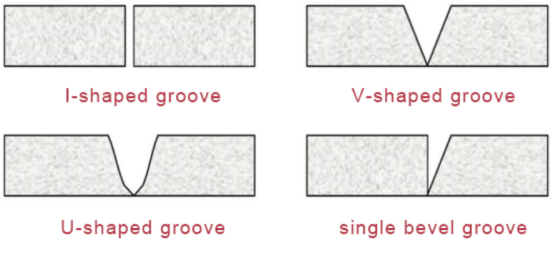
Fir d'Penetratioun an d'Qualitéit vun de geschweesste Verbindungen ze garantéieren an d'Schweessdeformatioun ze reduzéieren, ginn d'Verbindunge vun de geschweesste Deeler normalerweis a verschidde Formen virum Schweessen virbereet. Verschidde Schweessrillen si fir verschidde Schweessmethoden a Schweessdicken gëeegent. Heefeg Rillenforme sinn: I-fërmeg, V-fërmeg, U-fërmeg, unilateral V-fërmeg, etc., wéi an der Figur gewisen.
Gemeinsam Nutenformen vu Stützverbindungen
04 Den Afloss vun der Nutform vun der Stützverbindung opLaserbogen-Kompositschweessen
Mat der Déckt vum geschweesste Werkstéck, gëtt et dacks méi komplex, eenzel Säiteg Schweessen an duebel Säiteg Formen vu mëttel- a décken Placken (Laserleistung < 10 kW) z'erreechen. Normalerweis mussen ënnerschiddlech Schweessstrategien ugewannt ginn, wéi zum Beispill d'Gestaltung vun passenden Nutenformen oder d'Reservatioun vu bestëmmte Anhängelücken, fir d'Schweessen vu mëttel- a décken Placken z'erreechen. Wéi och ëmmer, beim tatsächleche Produktiounsschweessen erhéicht d'Reservatioun vu Anhängelücken d'Schwieregkeet beim Schweessen vun Armaturen. Dofir gëtt den Design vun der Nut während dem Schweessprozess entscheedend. Wann den Nutendesign net vernünfteg ass, gëtt d'Stabilitéit an d'Effizienz vum Schweessen negativ beaflosst, an et erhéicht och de Risiko vu Schweessdefekter.
(1) D'Form vun der Nut beaflosst direkt d'Qualitéit vun der Schweessnaht. En passenden Nutdesign kann dofir suergen, datt de Schweessdrotmetall komplett an d'Schweessnaht gefëllt ass, wat d'Optriede vu Schweessdefekter reduzéiert.
(2) Déi geometresch Form vun der Nut beaflosst d'Aart a Weis wéi d'Hëtzt iwwerdroe gëtt, wat d'Hëtzt besser leede kann, eng méi gläichméisseg Erhëtzung a Killung erreeche kann an hëlleft, thermesch Deformatiounen a Reschtspannungen ze vermeiden.
(3) D'Form vun der Nut beaflosst d'Querschnittsmorphologie vun der Schweessnaht, an et féiert dozou, datt d'Querschnittsmorphologie vun der Schweessnaht méi mat spezifesche Viraussetzungen, wéi z. B. d'Déift an d'Breet vun der Schweessduerchdringung, iwwereneestëmmt.
(4) Eng passend Nutform kann d'Stabilitéit vum Schweessen verbesseren an onstabil Phänomener beim Schweessen reduzéieren, wéi z. B. Sprëtzen an Ënnerschnittsdefekter.
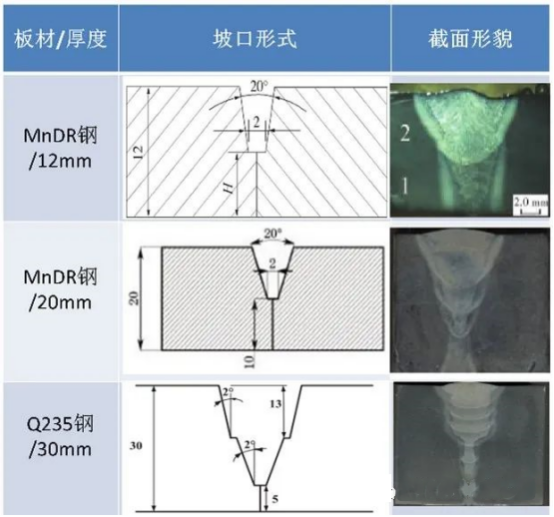
Wéi an der Figur 3 gewisen, hunn d'Fuerscher festgestallt, datt d'Benotzung vu Laser-Bou-Komposit-Schweißen (Laserleistung 4kW) d'Nut an zwou Schichten an zwou Duerchgäng fëlle kann, wat d'Schweißeffizienz effektiv verbessert; Eng defektfräi Schweißung vun 20 mm déckem MnDR gouf mat enger dräischichteger Laser-Bou-Komposit-Schweißung (Laserleistung vu 6kW) erreecht; Laser-Bou-Komposit-Schweißen gouf benotzt fir 30 mm déckem Kuelestoffarmstahl a verschiddene Schichten an Duerchgäng ze schweessen, an d'Querschnittsmorphologie vun der geschweißter Verbindung war stabil a gutt. Zousätzlech hunn d'Fuerscher festgestallt, datt d'Breet vun de rechteckege Nuten an de Wénkel vun den Y-fërmegen Nuten en signifikanten Afloss op den Effekt vun der raimlecher Aschränkung hunn. Wann d'Breet vun der rechteckeger Nut ass≤4mm an de Wénkel vun der Y-fërmeger Nut ass≤60 °, weist d'Querschnittsmorphologie vun der Schweessnaht zentral Rëss a Säitewandkerben, wéi an der Figur gewisen.
Den Effekt vun der Nutform op d'Querschnittsmorphologie vu Schweißnähten
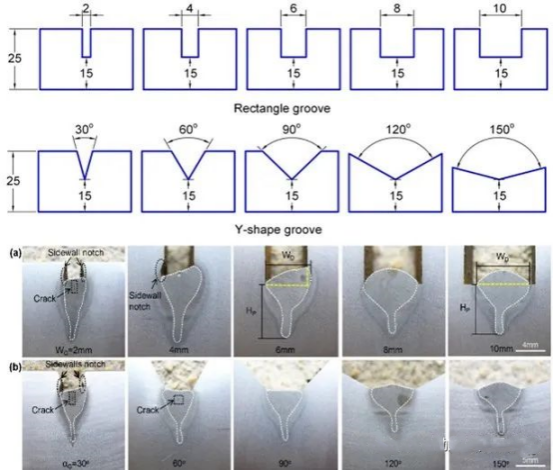
Den Afloss vun der Nutbreet a vum Nutwénkel op d'Morphologie vum Querschnitt vu Schweißnähten
05 Resumé
D'Auswiel vun der Nutform muss d'Ufuerderunge vun der Schweessaufgab, d'Materialeegeschafte an d'Charakteristike vum Laserkomposit-Schweessprozess grëndlech berécksiichtegen. E richtegt Nutdesign kann d'Schweesseffizienz verbesseren an de Risiko vu Schweessdefekter reduzéieren. Dofir ass d'Auswiel an den Design vun der Nutform e Schlësselfaktor virum Laserkomposit-Schweess vu mëttel- a décke Placken.
Zäitpunkt vun der Verëffentlechung: 08. November 2023











