



An de leschte Joren ass d'Laserreinigung zu engem vun den Hotspots vun der Fuerschung am Beräich vun der industrieller Produktioun ginn, wou d'Fuerschung de Prozess, d'Theorie, d'Ausrüstung an d'Applikatioune bedeckt. An industriellen Uwendungen konnt d'Laserreinigungstechnologie eng grouss Zuel vun ënnerschiddleche Substratoberflächen zouverlässeg botzen, andeems Objeten wéi Stol, Aluminium, Titan, Glas a Kompositmaterialien etc. gebotzt goufen, an d'Applikatiounsindustrie ëmfaasst Loftfaart, Loftfaart, Schëfffaart, Héichvitesszich, Automobilindustrie, Schimmel, Atomkraaft a Marine an aner Beräicher.
D'Laserreinigungstechnologie, déi zënter den 1960er Joren zréckgeet, huet d'Virdeeler vun enger gudder Reinigungswierkung, enger breeder Palette vun Uwendungen, héijer Präzisioun, kontaktloser Benotzung an Zougänglechkeet. An der industrieller Fabrikatioun, Produktioun an Ënnerhalt an anere Beräicher huet d'Laserreinigungstechnologie eng breet Palette vun Uwendungsméiglechkeeten, et gëtt erwaart, datt se déi traditionell Reinigungsmethoden deelweis oder komplett ersetzt a fir déi villverspriechendst gréng Reinigungstechnologie am 21. Joerhonnert gëtt.




Laserreinigungsmethod
De Laserreinigungsprozess ass e ganz komplexen Prozess a besteet aus enger Villfalt vu Materialentfernungsmechanismen. Fir eng Laserreinigungsmethod kann et gläichzäiteg eng Villfalt vu Mechanismen am Reinigungsprozess ginn, déi haaptsächlech op d'Interaktioun tëscht dem Laser an dem Material zréckzeféieren sinn, dorënner d'Ablatioun, d'Zersetzung, d'Ioniséierung, den Degradatiounsprozess, d'Schmëlzen, d'Verbrennung, d'Verdampfung, d'Vibratioun, d'Sputteren, d'Expansioun, d'Schrumpfung, d'Explosioun, d'Peelen, d'Ofschielen an aner physikalesch a chemesch Verännerungen am Materialuewerflächenprozess.
Am Moment ginn et dräi typesch Laserreinigungsmethoden: Laserablatiounsreinigung, Laserreinigung mat Flëssegkeetsfilm a Laserschockwellenreinigungsmethoden.
Laserablatiounsreinigungsmethod
Déi wichtegst methodologesch Mechanismen sinn thermesch Expansioun, Verdampfung, Ablatioun a Phasenexplosioun. De Laser wierkt direkt op d'Material, dat vun der Uewerfläch vum Substrat ewechgeholl soll ginn, an d'Ëmfeldbedingunge kënne Loft, verdënntem Gas oder Vakuum sinn. D'Betribsbedingunge si einfach a gi meeschtens benotzt fir eng Vielfalt vu Beschichtungen, Faarwen, Partikelen oder Dreck ze entfernen. D'Diagramm hei ënnendrënner weist de Prozessdiagramm fir d'Laser-Ablatiounsreinigungsmethod.
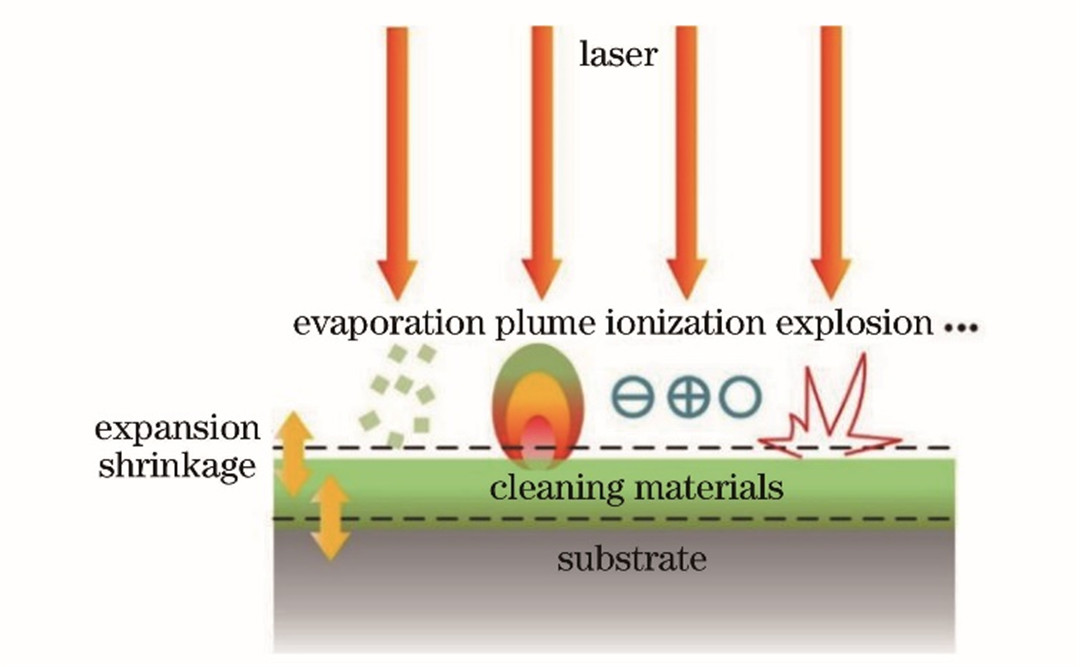
Wann d'Laser d'Uewerfläch vum Material bestraalt, erliewen d'Substrat an d'Botzmaterialien déi éischt thermesch Expansioun. Mat der Erhéijung vun der Interaktiounszäit vum Laser mam Botzmaterial, wann d'Temperatur méi niddreg ass wéi de Kavitatiounsschwellwäert vum Botzmaterial, ännert sech nëmmen de physikalesche Prozess vum Botzmaterial. Den Ënnerscheed tëscht dem Botzmaterial an dem thermeschen Expansiounskoeffizient vum Substrat féiert zu Drock op der Grenzfläch, wouduerch d'Botzmaterial sech knéckelt, vun der Uewerfläch vum Substrat räisst, Rëss, mechanesche Broch, Vibratiounszerbriechen, asw., wouduerch d'Botzmaterial duerch e Strahl ewechgeholl oder vun der Substratoberfläch ofgestraalt gëtt.
Wann d'Temperatur méi héich ass wéi d'Vergasungsschwelltemperatur vum Botzmaterial, gëtt et zwou Situatiounen: 1) d'Ablatiounsschwell vum Botzmaterial ass méi kleng wéi déi vum Substrat; 2) d'Ablatiounsschwell vum Botzmaterial ass méi grouss wéi déi vum Substrat.
Dës zwee Fäll vu Botzmaterialien sinn Schmëlzen, Kavitatioun an Ablatioun an aner physikochemesch Verännerungen. De Botzmechanismus ass méi komplex, zousätzlech zu thermeschen Effekter, kann awer och de Broch vun de molekulare Bindungen tëscht Botzmaterialien a Substrater, d'Zersetzung oder den Degradatioun vu Botzmaterialien, d'Phasenexplosioun, d'Vergasung vu Botzmaterialien, déi direkt Ioniséierung an d'Generatioun vu Plasma enthalen.
(1)Flëssegfilm-assistéiert Laserreinigung
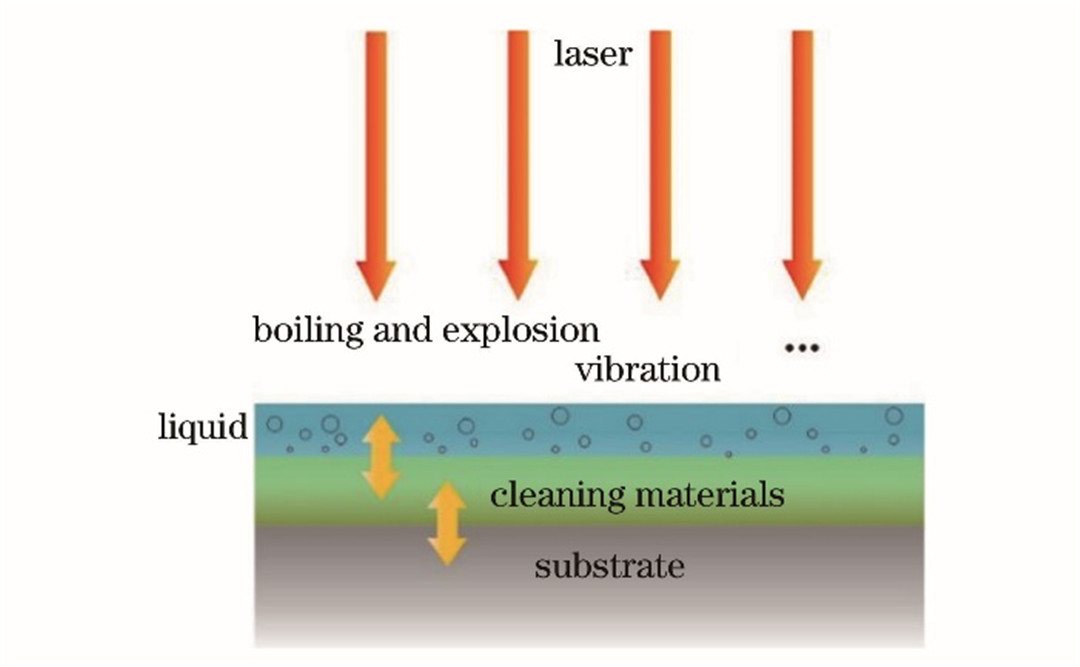
De Mechanismus vum Methode besteet haaptsächlech aus der Kachverdampfung a Vibratioun vum Flëssegkeetsfilm, etc. D'Benotzung vun der Noutwennegkeet, déi entspriechend Laserwellelängt ze wielen, fir de Manktem u Schlagdrock beim Laserablatiounsreinigungsprozess auszegläichen, kann benotzt ginn, fir e puer vun de méi schwéier ze entfernen Objeten ze entfernen.
Wéi an der Figur hei ënnendrënner gewisen, gëtt e flëssege Film (Waasser, Ethanol oder aner Flëssegkeeten) op der Uewerfläch vum Botzobjekt virbedeckt, an duerno gëtt de Laser benotzt fir en ze bestrahlen. De flëssege Film absorbéiert d'Laserenergie, wat zu enger staarker Explosioun vu flëssegem Medium féiert, wouduerch d'Explosioun vu kachender Flëssegkeet mat héijer Geschwindegkeet geschitt, an d'Energie op d'Uewerfläch vum Botzmaterial iwwerdroe gëtt. Eng héich transient Explosivkraaft ass genuch fir den Dreck vun der Uewerfläch ze entfernen an d'Botzzwecker z'erreechen.
D'Method mat Laserreinigung mat flëssegem Film huet zwou Nodeeler.
E komplizéierte Prozess a schwéier ze kontrolléieren.
Duerch d'Benotzung vu flëssegem Film kann d'chemesch Zesummesetzung vun der Substratoberfläche no der Reinigung einfach geännert ginn an nei Substanzen entstinn.
(1)Laser-Schockwellen-Reinigungsmethod
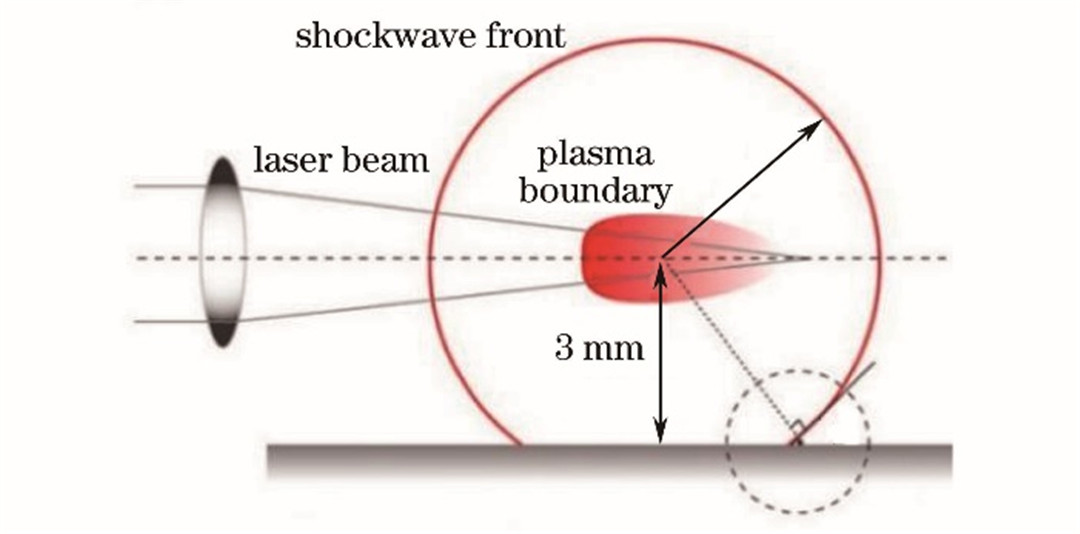
De Prozessusaz a Mechanismus ënnerscheede sech ganz vun den éischten zwee. De Mechanismus ass haaptsächlech d'Entfernung vun der Schockwellekraaft, d'Botzen vun Objeten besteet haaptsächlech aus Partikelen, haaptsächlech fir d'Entfernung vu Partikelen (submikron oder nanoskala). D'Prozessufuerderunge si ganz streng, souwuel fir d'Fäegkeet vun der ioniséierender Loft ze garantéieren, wéi och fir en passenden Ofstand tëscht dem Laser an dem Substrat ze halen, fir sécherzestellen, datt d'Aktioun vun der Schlagkraaft op d'Partikelen grouss genuch ass.
De schematesche Diagramm vum Laserschockwellenreinigungsprozess ass hei ënnendrënner gewisen. De Laser soll parallel zu der Richtung vun der Substratoberfläche geschoss ginn, an de Substrat muss net a Kontakt kommen. Wann de Werkstéck oder de Laserkapp beweegt ginn, fir de Laserfokus op d'Partikel no beim Laserausgang unzepassen, da wäert e Loftioniséierungsphänomen am Brennpunkt optrieden, wat zu Schockwellen féiert, déi zu enger schneller Expansioun vun de Schockwellen féieren, déi zu enger sphärescher Expansioun féieren, an d'Partikelen ausdehnen. Wann de Moment vun der transversaler Komponent vun der Schockwell op de Partikel méi grouss ass wéi de Moment vun der Längskomponent an der Haftungskraaft vun de Partikelen, gëtt de Partikel duerch Walzen ewechgeholl.
Laserreinigungstechnologie
De Laserreinigungsmechanismus baséiert haaptsächlech op der Absorptioun vun der Laserenergie op der Uewerfläch vum Objet, oder op der Verdampfung an der Verflüchtegung, oder op der direkter thermescher Expansioun, fir d'Adsorptioun vu Partikelen op der Uewerfläch ze iwwerwannen, sou datt den Objet vun der Uewerfläch getrennt gëtt an dann den Zweck vun der Reinigung erreecht gëtt.
Grof zesummegefaasst als: 1. Laserdampfzersetzung, 2. Laserstrippen, 3. thermesch Expansioun vu Dreckpartikelen, 4. Substratoberflächevibratioun a Partikelvibratioun véier Aspekter



Am Verglach mam traditionellen Reinigungsprozess huet d'Laserreinigungstechnologie déi folgend Charakteristiken.
1. Et ass eng "dréchen" Reinigung, keng Reinigungsléisung oder aner chemesch Léisungen, an d'Sauberkeet ass vill méi héich wéi beim chemesche Reinigungsprozess.
2. Den Ëmfang vun der Entfernung vu Dreck an de jeeweilege Substratberäich ass ganz breet, an
3. Duerch d'Reguléierung vun de Laserprozessparameter kann d'Uewerfläch vum Substrat net beschiedegt ginn, baséiert op effektiver Entfernung vu Kontaminanten, ass d'Uewerfläch sou gutt wéi nei.
4. Laserreinigung kann einfach automatiséiert ginn.
5. Laser-Dekontaminatiounsausrüstung kann laangfristeg benotzt ginn, mat niddrege Betribskäschten.
6. Laserreinigungstechnologie ass e: gréngen: Reinigungsprozess, d'Eliminatioun vun Offall ass e feste Pulver, kleng Gréisst, einfach ze späicheren, wäert am Fong d'Ëmwelt net verschmotzen.




An den 1980er Joren huet déi séier Entwécklung vun der Hallefleederindustrie d'Botztechnologie fir d'Kontaminatiounspartikelen op der Uewerfläch vu Siliziumwafer-Masken héich Ufuerderungen opgestallt. De Schlësselpunkt ass d'Kontaminatioun vu Mikropartikelen an dem Substrat ze iwwerwannen, well déi grouss Adsorptiounskraaft tëscht traditioneller chemescher Reinigung, mechanescher Reinigung an Ultraschallreinigungsmethoden net méi fäeg waren, dës Verschmotzungsproblemer ze léisen. D'Fuerschung an d'Applikatioune vun der Reinigungsindustrie hunn sech séier entwéckelt.
1987 gouf fir d'éischt Patentufro fir Laserreinigung publizéiert. An den 1990er Joren huet Zapka d'Laserreinigungstechnologie erfollegräich am Hallefleederherstellungsprozess agesat, fir Mikropartikelen vun der Uewerfläch vun der Mask ze entfernen, wat déi fréi Uwendung vun der Laserreinigungstechnologie am industrielle Beräich realiséiert huet. 1995 hunn d'Fuerscher en 2 kW TEA-CO2-Laser benotzt, fir d'Reinigung vun der Lackéierung um Fligerrumpf erfollegräich z'erreechen.
Nom Antrëtt an d'21. Joerhonnert, mat der schneller Entwécklung vun ultra-kuerzpulslaseren, hunn d'Fuerschung an d'Uwendung vun der Laserreinigungstechnologie am Inland an am Ausland lues a lues zougeholl, mat engem Fokus op d'Uewerfläch vu Metallmaterialien. Typesch auslännesch Uwendungen sinn d'Entfernung vun der Faarf um Fligerrumpf, d'Entfettung vu Schimmeloberflächen, d'Entfernung vu Kuelestoff am Motor an d'Uewerflächenreinigung vu Gelenker virum Schweessen. D'Laserreinigung vum US Edison Welding Institute vum Kampffliger FG16, mat enger Laserleistung vun 1 kW, engem Reinigungsvolumen vun 2,36 cm3 pro Minutt.
Et ass derwäert ze erwähnen, datt d'Fuerschung an d'Uwendung vun der Laserfaarwentfernung vu fortgeschrattene Kompositdeeler och e wichtegt Thema ass. D'Propellerblieder vun den US Navy Helikopter HG53 an HG56 an de flaache Schwanz vun den F16 Juegdfliger an aner Kompositoberflächen goufen als Laserfaarwentfernungsapplikatioune realiséiert, während Kompositmaterialien a China a Fligeren nach net ganz benotzt goufen, sou datt dës Fuerschung am Fong nach net ganz aktuell ass.
Zousätzlech ass d'Benotzung vu Laserreinigungstechnologie fir d'Uewerflächenbehandlung vun der CFRP-Kompositverbindung virun der Verkleeung, fir d'Stäerkt vun der Verbindung ze verbesseren, och ee vun den aktuellen Fuerschungsfokuspunkten. D'Laserfirma huet d'Produktiounslinn vum Audi TT ugepasst, fir Faserlaserreinigungsausrüstung ze liwweren, fir d'Uewerfläch vum liichte Aluminiumlegierungs-Oxidfilm fir Dierrahmen ze botzen. Rolls G Royce UK huet Laserreinigung benotzt, fir den Oxidfilm op der Uewerfläch vun Titan-Fligermotorkomponenten ze botzen.



D'Laserreinigungstechnologie huet sech an de leschten zwee Joer séier entwéckelt, egal ob et sech ëm d'Parameter vum Laserreinigungsprozess an de Reinigungsmechanismus, d'Fuerschung iwwer d'Reinigung vun Objeten oder d'Uwendung vun der Fuerschung handelt, huet grouss Fortschrëtter gemaach. No villen theoretesche Fuerschungsprojeten konzentréiert sech d'Laserreinigungstechnologie stänneg op d'Uwendung vun der Fuerschung an d'Uwendung vu villverspriechenden Resultater. An Zukunft wäert d'Laserreinigungstechnologie beim Schutz vu kulturelle Reliquie a Konschtwierker méi wäit verbreet ginn, a säi Maart ass ganz breet. Mat der Entwécklung vun der Wëssenschaft an der Technologie gëtt d'Uwendung vun der Laserreinigungstechnologie an der Industrie Realitéit, an den Uwendungsberäich gëtt ëmmer méi extensiv.



D'Maven Laser Automation Company konzentréiert sech zënter 14 Joer op d'Laserindustrie. Mir spezialiséieren eis op Lasermarkéierung. Mir hunn Laserreinigungsmaschinne fir Maschinneschränken, Laserreinigungsmaschinne fir Trolleykofferen, Laserreinigungsmaschinne fir Rucksäck an Dräi-an-Enger Laserreinigungsmaschinnen. Zousätzlech hu mir och Laserschweissmaschinnen, Laserschneidmaschinnen a Lasermarkéierungsgravurmaschinnen. Wann Dir un eiser Maschinn interesséiert sidd, kënnt Dir eis verfollegen a kontaktéiert eis gären.

Zäitpunkt vun der Verëffentlechung: 14. November 2022











