



Komponenten a Funktionsprinzipien vunLaserschneidmaschinn
D'Laserschneidmaschinn besteet aus engem Lasersender, engem Schneidkapp, enger Straltransmissiounskomponent, enger Maschinnenarbechtsbank, engem CNC-System, engem Computer (Hardware, Software), engem Killkühler, engem Schutzgasfläschen, engem Staubsammler, engem Lofttrockner an anere Komponenten.
1. Lasergenerator En Apparat, deen eng Laserliichtquell generéiert. Fir den Zweck vum Laserschneiden, ausser a puer Fäll wou YAG-Festlaser benotzt ginn, benotzen déi meescht CO2-Gaslaser mat héijer elektrooptescher Konversiounseffizienz an héijer Ausgangsleistung. Well d'Laserschneiden ganz héich Ufuerderungen un d'Stralqualitéit huet, kënnen net all Laser fir d'Schneiden benotzt ginn.
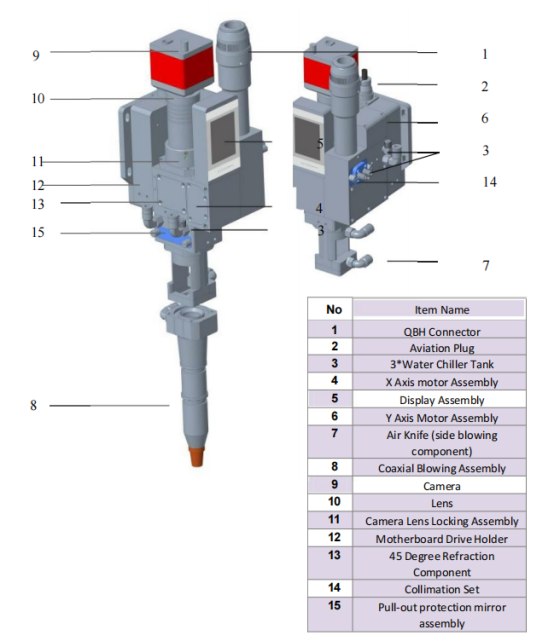
2. De Schneidkapp besteet haaptsächlech aus Deeler wéi Düs, Fokuslëns a Fokusverfolgungssystem. Den Undriffsapparat vum Schneidkapp gëtt benotzt fir de Schneidkapp unzedreiwen, fir sech laanscht d'Z-Achs no dem Programm ze beweegen. E besteet aus engem Servomotor an Transmissiounsdeeler wéi Schraufstangen oder Zännrieder.
(1) Düs: Et ginn dräi Haaptzorte vun Düsen: parallel, konvergent an kegelfërmeg.
(2) Fokusséierungslëns: Fir d'Energie vum Laserstrahl fir d'Schneiden ze benotzen, muss den urspréngleche Stral, deen vum Laser ausgestraalt gëtt, vun der Lëns fokusséiert ginn, fir e Punkt mat héijer Energiedicht ze bilden. Mëttel- a laangfokuséiert Lënsen si fir d'Schneiden vun décke Placken gëeegent a stellen niddreg Ufuerderungen un d'Ofstandsstabilitéit vum Tracking-System. Kuerzfokuséiert Lënsen si nëmme fir d'Schneiden vun dënne Placken ënner D3 gëeegent. Kuerzfokus huet streng Ufuerderungen un d'Ofstandsstabilitéit vum Tracking-System, awer et kann d'Ausgangsleistungsufuerderunge vum Laser däitlech reduzéieren.
(3) Tracking-System: De Fokus-Tracking-System vum Laserschneidmaschinn besteet allgemeng aus engem Fokus-Schneidkapp an engem Tracking-Sensorsystem. De Schneidkapp enthält Liichtleitungs-Fokusséierung, Waasserkillung, Loftblosen an mechanesch Astellungsdeeler. De Sensor besteet aus engem Sensorelement an engem Verstärkungssteierungsdeel. Ofhängeg vun den ënnerschiddleche Sensorelementer ass den Tracking-System komplett anescht. Hei ginn et haaptsächlech zwou Forme vu Tracking-Systemer. Eng ass e kapazitive Sensor-Tracking-System, och bekannt als kontaktlos Tracking-System. Déi aner ass en induktivt Sensor-Tracking-System, och bekannt als Kontakt-Tracking-System.
3. Externen Liichtwee vun der Straltransmissiounskomponent: e refraktive Spigel, deen benotzt gëtt fir de Laser an déi gewënscht Richtung ze leeden. Fir ze verhënneren datt de Stralwee net richteg funktionéiert, mussen all Spigelen duerch eng Schutzofdeckung geschützt ginn an e proppert Schutzgas mat positivem Drock gëtt agefouert fir d'Lëns virun Kontaminatioun ze schützen. E Set vu gutt performante Lënsen fokusséiert e Stral ouni Divergenzwénkel an eng onendlech kleng Plaz. Am Allgemengen gëtt eng 5,0-Zoll Brennwäitlëns benotzt. Eng 7,5-Zoll Lëns gëtt nëmme fir Materialien >12mm déck benotzt.
4. Maschinneninstrument-Aarbechtsbank Maschinneninstrument-Hostdeel: den Maschinneninstrument-Deel vun der Laserschneidmaschinn, den mechaneschen Deel, deen d'Bewegung vun den X-, Y- an Z-Achsen realiséiert, inklusiv der Schneidaarbechtsplattform.
5. CNC-System Den CNC-System steiert d'Maschinn fir d'Bewegung vun den X-, Y- an Z-Achsen ze realiséieren, an och d'Ausgangsleistung vum Laser.
6. Killsystem Killer: Gëtt benotzt fir de Lasergenerator ze killen. De Laser ass en Apparat, deen elektresch Energie a Liichtenergie ëmwandelt. Zum Beispill ass d'Ëmwandlungsquote vum CO2-Gaslaser am Allgemengen 20%, an déi reschtlech Energie gëtt a Hëtzt ëmgewandelt. D'Killwaasser hëlt déi iwwerschësseg Hëtzt ewech, fir datt de Lasergenerator normal funktionéiert. De Killer killt och de Reflektor an d'Fokussierlëns vum externen optesche Wee vun der Maschinn of, fir eng stabil Straltransmissiounsqualitéit ze garantéieren an effektiv ze verhënneren, datt d'Lëns duerch exzessiv Temperatur deforméiert oder platzt.
7. Gasfläschen Zu Gasfläschen gehéieren Gasfläschen fir d'Aarbechtsmedium vun enger Laserschneidmaschinn an Hëllefsgasfläschen, déi benotzt gi fir dat industriellt Gas vun der Laseroszillatioun ze ergänzen an Hëllefsgas fir de Schnëttkopf ze liwweren.
8. D'Staubsaugungssystem extrahéiert den Damp a Stëbs, deen während der Veraarbechtung entsteet, a filtert se, fir datt d'Ofgasemissiounen den Ëmweltschutznormen entspriechen.
9. Loftkillend Trockner a Filter gi benotzt fir propper, dréchen Loft un de Lasergenerator an de Strahlwee ze liwweren, fir datt de Wee an de Reflekter normal funktionéieren.
Maven Héichpräzisioun 6-Achs Roboter Automatesch Glasfaserlaser Schweessmaschinn
Zäitpunkt vun der Verëffentlechung: 11. Juli 2024











