



Laserbogen-Hybridschweissmethodg ass eng Laserschweissmethod, déi Laserstrahl a Bou fir d'Schweissen kombinéiert. D'Kombinatioun vu Laserstrahl a Bou weist voll a ganz déi bedeitend Verbesserung vun der Schweissgeschwindegkeet, der Duerchdringungsdéift an der Prozessstabilitéit. Zënter Enn vun den 1980er Joren huet déi kontinuéierlech Entwécklung vun Héichleistungslaser d'Entwécklung vun der Laserbogen-Hybridschweisstechnologie gefördert. Themen wéi Materialdicke, Materialreflexivitéit a Spaltiwwerbréckungsfäegkeet sinn net méi Hindernisser fir d'Schweisstechnologie. Et gouf erfollegräich beim Schweessen vu mëtteldécke Materialdeeler agesat.
Laserbogen-Hybridschweisstechnologie
Beim Laserbogen-Hybridschweissprozess interagéieren de Laserstrahl an de Bou an engem gemeinsame Schmelzbecken, fir schmuel an déif Schweißnähten ze produzéieren, wouduerch d'Produktivitéit verbessert gëtt, wéi an der Figur 1 gewisen.
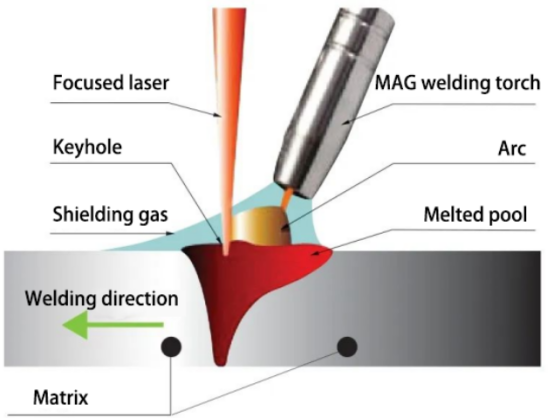
Figur 1 Laserbogen-Hybridschweissprozessschema
Grondprinzipie vum Laserbogen-Hybridschweissen
Laserschweißen ass bekannt fir seng ganz schmuel Hëtzt-beaflosst Zon, a säi Laserstrahl kann op eng kleng Fläch fokusséiert ginn fir schmuel an déif Schweißnähten ze produzéieren, wat méi héich Schweißgeschwindegkeete erreeche kann, wouduerch d'Hëtztzufuhr reduzéiert gëtt an d'Chance op thermesch Verformung vun de geschweißten Deeler reduzéiert gëtt. Wéi och ëmmer, Laserschweißen huet eng schlecht Spaltiwwerbréckungsfäegkeet, sou datt eng héich Präzisioun bei der Montage vum Werkstéck an der Kantvirbereedung erfuerderlech ass. Laserschweißen ass ganz schwéier fir Materialien mat héijer Reflexioun wéi Aluminium, Koffer a Gold ze schweißen. Am Géigesaz dozou huet de Bouschweißprozess eng exzellent Spaltiwwerbréckungsfäegkeet, eng héich elektresch Effizienz a kann effektiv Materialien mat héijer Reflexioun schweißen. Wéi och ëmmer, déi niddreg Energiedicht beim Bouschweißen verlangsamt de Schweißprozess, wat zu enger grousser Quantitéit un Hëtztzufuhr am Schweißberäich féiert an thermesch Verformung vun de geschweißten Deeler verursaacht. Dofir ass d'Benotzung vun engem héichleeschtende Laserstrahl fir déif Penetratiounsschweißen an d'Synergie vun engem Bou mat héijer Energieeffizienz, deem säin Hybrideffekt d'Nodeeler vum Prozess ausgläicht a seng Virdeeler ergänzt, wéi an der Figur 2 gewisen.
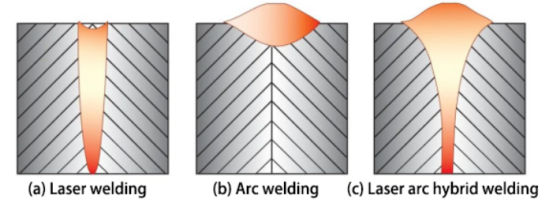
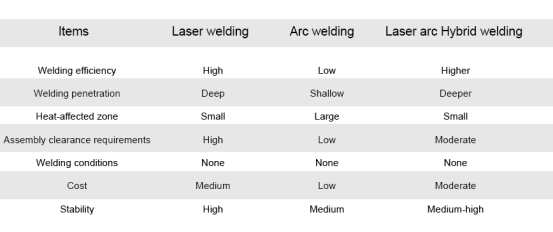
D'Nodeeler vum Laserschweißen sinn déi schlecht Fäegkeet fir Spalten ze iwwerbrécken an héich Ufuerderungen un d'Zesummebau vum Werkstéck; d'Nodeeler vum Lichtbogenschweißen sinn déi niddreg Energiedicht an déi kleng Schmelzdéift beim Schweesse vun décke Placken, wat eng grouss Hëtztzufuhr am Schweessberäich generéiert an thermesch Deformatioun vun de geschweesste Deeler verursaacht. D'Kombinatioun vun deenen zwee kann sech géigesäiteg beaflossen an ënnerstëtzen an d'Mängel vum Schweessprozess vuneneen ausgläichen, wouduerch d'Virdeeler vum Laserdéifschmelzen an der Lichtbogenschweißofdeckung voll ausgeschöpft ginn, wouduerch d'Virdeeler vun enger klenger Hëtztzufuhr, enger klenger Schweessdeformatioun, enger schneller Schweessgeschwindegkeet an enger héijer Schweessstäerkt erreecht ginn, wéi an der Figur 3 gewisen. De Verglach vun den Auswierkunge vum Laserschweißen, Lichtbogenschweißen a Laserlichtbogenhybridschweißen op mëttel- a déck Placken ass an der Tabell 1 gewisen.
Tabelle 1 Vergläich vun de Schweesseffekter vu mëttleren a décke Placken
Figur 3 Prozessdiagramm vum Laserbogen-Hybridschweissen
Mavenlaser Hybrid-Schweissfall
Mavenlaser-Hybrid-Schweissausrüstung besteet haaptsächlech aus engemRoboterarm, e Laser, e Killgerät, eSchweesskapp, eng Stroumquell fir de Bougeschweiss, etc., wéi an der Figur 4 gewisen.

Uwendungsfelder an Entwécklungstrends vum Laserbogen-Hybridschweissen
Applikatiounsfelder
Mat der Entwécklung vun der Héichleistungslasertechnologie gëtt d'Laserbogenhybridschweißen a verschiddene Beräicher wäit verbreet. Et huet d'Virdeeler vun enger héijer Schweißeffizienz, enger héijer Spalttoleranz an enger déiwer Schweessduerchdréngung. Et ass déi bevorzugt Schweißmethod fir mëttelgrouss a déck Placken. Et ass och eng Schweißmethod, déi traditionellt Schweißen am Beräich vun der Groussausrüstungsproduktioun ersetzen kann. Et gëtt wäit verbreet an industrielle Beräicher wéi Baumaschinnen, Brécken, Container, Pipelines, Schëffer, Stolkonstruktiounen a Schwéierindustrie benotzt.

Zäitpunkt vun der Verëffentlechung: 07.06.2024











