



Enzyklopedie vum Schweesswëssen: Eng kuerz Diskussioun iwwer d'Klassifikatioun
a Schweessprozesser vum Laserschweessen
An der industrieller Produktioun gëtt Laserschweissen zënter laangem an der Loftfaart a Raumfaart agesat,héichpräzis Schweessen, a speziell Materialschweißen. Mat der Entwécklung vun der Industrie an dem Fortschrëtt vun der Technologie gëtt Laserschweißen elo ëmmer méi beim Schweesse vu gewéinleche Materialien agesat. Haut wäerte mir d'Klassifikatioun vum Laserschweißen diskutéieren. Laserschweißen ass eng effizient a präzis Schweessmethod, déi e Laserstrahl mat héijer Energiedicht als Hëtztquell benotzt fir Materialien zesummenzeschmëlzen. Et huet vill Virdeeler, wéi z. B. eng héich Schweessgeschwindegkeet, eng kleng Deformatioun, niddreg Ufuerderungen un d'Schweißëmfeld, eng héich Leeschtungsdicht, keen Afloss vu Magnéitfelder, keng Aschränkung op leetend Materialien, kee Besoin fir Vakuumaarbechtsbedingungen a keng Röntgengeneratioun während dem Schweessprozess.
Laserschweissen kann aus verschiddene Perspektiven klasséiert ginn:
- Klassifikatioun no Laserausgangsenergiemodus:
- Kontinuéierlech Laserschweißen: Wärend dem Schweißprozess gëtt eng kontinuéierlech an onënnerbrach Schweißform geformt.
- Pulséiert LaserschweißenWell d'Energiezoufuhr op d'Uewerfläch vum geschweesste Stéck intermittent ass, wierkt all gepulste Liichtpunkt op d'Uewerfläch vum geschweesste Werkstéck a bildt e kreesfërmegen Schweesspunkt. Verschidde Schweessformen kënnen no verschiddene Laserparameteren erreecht ginn.
- Klassifikatioun no der Leeschtungsdicht vum fokusséierte Laserpunkt:
- Laser-Hëtzeleitungsschweißen: D'Leeschtungsdicht ass relativ niddreg, normalerweis manner wéi 10⁵ W/cm². De Laser iwwerdréit Energie op d'Uewerfläch vum geschweißte Werkstéck a erhëtzt d'Metalluewerfläch op eng Temperatur tëscht dem Schmelzpunkt an dem Kachpunkt. D'Hëtzt gëtt duerch Hëtzeleitung an d'Innere vum Metall iwwerdroen, fir eng Schweißnaht ze bilden, déi ähnlech wéi Wolfram-inert ass.Gasschweißen (TIG).
- Laserdéifpenetratiounsschweißen (Schlëssellachschweißen): Wann d'Laserleistungsdicht, déi op d'Metalluewerfläch wierkt, méi grouss wéi 10⁵ W/cm² ass, wierkt de Laserstrahl mat héijer Leeschtung op d'Uewerfläch vum Metallmaterial, wouduerch et zu enger lokaler Schmelz kënnt an e "Schlëssellach" entsteet. De Laserstrahl penetréiert duerch d'"Schlëssellach" an d'Innere vum Schmelzbad fir eng Schweißnaht ze bilden.
- Klassifikatioun no Kontrollmodus:
- Manuell Laserschweissmaschinn
- Automatesch Laserschweissmaschinn
- Galvo-Laserschweissmaschinn
- Klassifikatioun no Lasertyp:
- YAG-Laserschweissmaschinn
- Hallefleiter-Laser-Schweissmaschinn
- Faserlaser-Schweissmaschinn
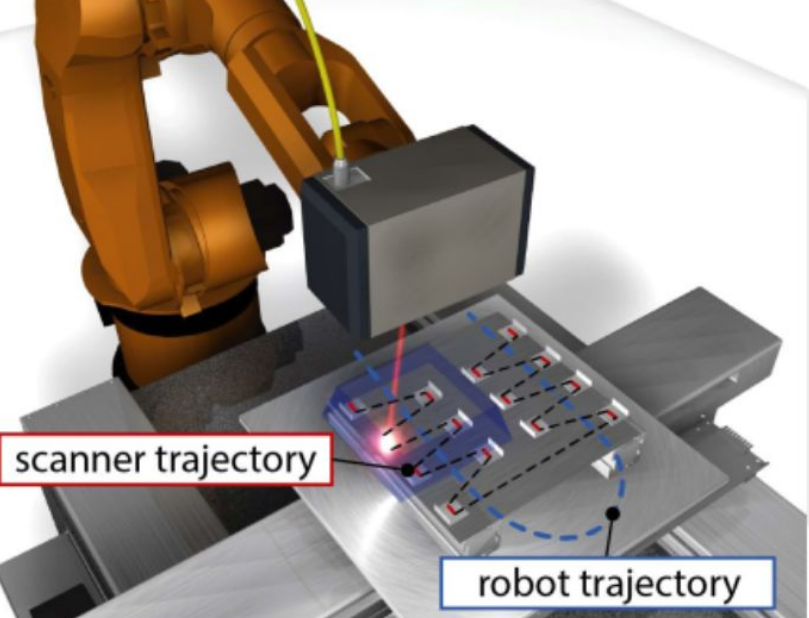
1. Fléiende Laserschweessen
Fléie Laserschweißen kombinéiert d'Virdeeler vum Fernschweißen, Galvanometer a Manipulatoren a ass mat professioneller Grafikveraarbechtungssoftware ausgestatt, fir direkt Multi-Trajectory-Schweißen am dräidimensionale Raum z'erreechen.
Haaptapplikatiounen:
Et gëtt op Produkter wéi Autoskarosserie, Sëtzer an üblech Autodeeler ugewannt. Wat d'Materialien ugeet, kann et fir verschidde üblech Materialien wéi Stolplacken, kalgewalzt Placken an Aluminiumlegierungen, souwéi Kompositmaterialien a Legierungsmaterialien wéi Magnesium-Aluminiumlegierungen, benotzt ginn.
★ Virdeeler:
- Kompatibel mat all Schweißform
- Gëeegent fir all Schweessrichtung
- Benotzerdefinéiert Schweiß-/Punktverdeelung
- Optimiséiert Spannungsverdeelung
- Fäeg fir Héichgeschwindegkeetspunktschweißen, Nahtschweißen, Lapschweißen, Stossschweißen, Filetschweißen an Iwwerlappungsschweißen
- Echtzäitsynchroniséierung tëscht dem Schweesskapp an dem Roboter fir de Laserschweissprozess ze beschleunegen
- Méi klenge Buedemflächebedarf
- Méi niddreg Ënnerhalts- a Logistikkäschten
2. Spirallaserschweißen
Et ass eng Laserschweissmethod mat Duebelkeil-Laseroszillatioun, déi duerch d'Ausrüstung vun engem spezielle Wobblemodul um Schweisskop realiséiert gëtt. Dëst erméiglecht et dem fokusséierte Liichtfleck, eng Spiralschweiss ze bilden, während de Schweisskop sech beweegt.
Haaptapplikatiounen:
Scharnéierschweißen, Wärmetauscher, Réierwärmetauscher, Déckrohrschweißen an der Pëtrols- an Äerdgasindustrie, Flanschschweißen a Aluminiumlegierungsschweißen, asw.
★ Virdeeler:
- Breeter Schweißnäht
- Extrem héich Veraarbechtungsrepeatabilitéit/Prozessstabilitéit
- Besser Schweißbildung
- Einfacher Nobearbechtung a méi glat Uewerfläch vum geschweesste Werkstéck
- Excellent Schweissfäegkeet vun Aluminiumlegierungen
3. Laserläten
Laserläten bezitt sech op eng Method, déi e Fëllmetall mat engem Schmelzpunkt, deen méi niddereg ass wéi dee vum Basismetall, benotzt. De Lätfëllmetall gëtt op eng Temperatur erhëtzt, déi méi héich ass wéi säi Schmelzpunkt, awer méi niddereg wéi d'Schmelztemperatur vum Basismetall. De flëssege Lätfëllmetall naass de Basismetall, fëllt d'Verbindungslück a diffundéiert mam Basismetall, fir d'Verbindung vun de geschweesste Deeler ze realiséieren.
Haaptapplikatiounen:
Schweessen vun Aluminiumkarosserierahmenstrukturen, wéi zum Beispill d'Verbindung tëscht dem Daach an der Säitewand, an Dieren.
★ Virdeeler:
- Reduzéiert Mängel vum pure Laserschweißen, wéi Poren, Rëss an exzessiv Passlücken vu Produkter
- Verbessert d'Schweißfestigkeit a kritt e perfekte Schweessperle
- Nëmmen de Lätmaterial schmëlzt beim Läten, während de Basismetall net
- Kleng Verformung vun geléite Gelenker, glat an ästhetescht Ausgesinn, gëeegent fir Präzisiounsschweißen, komplex Komponenten aus verschiddene Materialien
- Kleng Hëtzt-beaflosst Zon an héich Drockfestigkeit
4. Laser-Drotgefëllte Schweess
Laserdrotgefëllte Schweess ass eng Method, déi e Fëllmetall mat dem selwechten oder engem ähnleche Material wéi de Basismetall benotzt. De Basismetall an de Lätfëllmetall ginn geschmolz an dann fest gemaach, fir eng Schweißnaht ze bilden.
Haaptapplikatiounen:
Schweessen vu gesamte Karosseriedeeler vu Gefierer an Autodeeler.
★ Virdeeler:
- Reduzéiert Mängel vum pure Laserschweißen, wéi Poren a Rëss
- Verbessert d'Qualifikatiounsquote vu geschweesste Produkter a léisst liicht méi grouss Ofstänn tëscht geschweesste Produkter zou
- De Basismetall schmëlzt beim Schweessen, an d'Schweessfestigkeit ass méi héich wéi déi vum Basismetall.
5. Oszilléierend Läten
Et integréiert d'Strahlformung an d'Schweissverfolgungsfunktiounen an déiselwecht Ausrüstung iwwer ALO3. Den Zousazdrot kann als mechanesche Sensor benotzt ginn.
Haaptapplikatiounen:
Laserläten vu wäisse Kierper, haaptsächlech Laserläten vun Daachdeckelen an Kofferraumdeckel, souwéi Läten vun Autodeeler. Schwankungen vun Deeler a Feeler vun den Opriichte erhéijen d'Schwieregkeet vum Laserläten dacks däitlech, wat zu enger extrem schwiereger Debugging vum Laserschweissprozess féiert. Oszilléierend Läten kann awer seng eege Schweissrichtung effektiv upassen. Mat de Funktioune vun der Schweissverfolgung an der automatescher Brennwäitkompensatioun erméiglecht et, de Laserstrahl einfach ze leeden a fokusséieren, realiséiert Richtungsännerungen, huet eng héich Automatiséierung, eng séier Schweissgeschwindegkeet an eng héich Effizienz, wouduerch d'Schweissqualitéit erhale bleift.
★ Virdeeler:
- Schweessverfolgung fir d'Schweessbunn vum Werkstéck a Echtzäit ze bestëmmen
- Adaptiv Upassung vun der Schweessbunn an den dräi XYZ-Richtungen no verschiddenen Ofwäichunge vum Werkstéck fir eng gutt Schweessqualitéit ze kréien
- Verbessert d'Konsistenzquote vum Produktschweißen
6. Dräipunktsläten
En Duebelpunktmodul gëtt der Lëns bäigefüügt. Beim Schweessen verdeelt den Dräipunktmodul an der Lätoptik ee Stral an dräi Stralen, wat eng Léisung fir d'Lätzen vu waarmverzinkte Stahlblecher bitt an d'Schweißnaht flaacher mécht ouni Rëss ze bilden.
Haaptapplikatiounen:
Läiten vu wäissen Aluminiumlegierungskarosserieën, Laserläiten vun Daachdeckelen an Kofferraumdeckel, a Läiten vun Autodeeler, etc.
★ Virdeeler:
- Méi stabile a méi zouverléissege Lätprozess
- Méi séier Geschwindegkeet
- Méi héich Stäerkt
- Besser Ausgesinnqualitéit vu waarmverzinkte Blechschweißnähten
- Online-Botzprozess
- Dynamesch Energieanpassung
7. Hybridschweessen mat verschiddene Wellenlängten
Multiwellenlängt-Hybridschweißenass en innovativen Schweessprozess, dee vu Lianying Laser entwéckelt gouf. E leet zwéi Laserstrale mat verschiddene Wellelängten iwwereneen, sou datt d'Achse vun den zwéi Strale am Raum zesummefalen. Den Haaptwellelängtelaser gëtt haaptsächlech fir d'Schweessen benotzt, während de Sekundärwellelängtelaser haaptsächlech fir d'Virhëtzung vum Schweessdrot an dem Basismetall benotzt gëtt, wouduerch d'Ofkillungsquote vum geschmollte Metall am Schweessbad reduzéiert gëtt. E ass besonnesch gëeegent fir Aluminiumlegierungen, Magnesiumlegierungen, Kupferlegierungen, etc.
★ Virdeeler:
- Reduzéiert den Inhalt vun de Poren
- Verbessert d'Stabilitéit vun der Schweessperle an erhéicht d'Schweesseffizienz
- Entléisst effektiv thermesch Belaaschtung, reduzéiert Rëss, verbessert d'Schweißfestigkeit a kritt Schweißperlen mat engem relativ eenheetleche Look.
Schlussendlech kann een dovun ausgoen, datt auslännesch Technologien an Ausrüstung an der Laserindustrie am Allgemengen nach ëmmer déi féierend Positioun anhuelen. Si sinn a jiddwer Hisiicht ëmfaassend fortgeschratt, vu Laserhosts an optesche Veraarbechtungskäpp bis hin zu Hëllefsausrüstung wéi Killgeräter, Leeschtungsmesser, Iwwerwaachung beim Schweessen, Inspektioun nom Schweessen an TCP-Kalibratoren. Inlännesch Betriber maachen alles fir matzehalen. Am Beräich vun de Laserschweissapplikatiounen ass China awer relativ no beim internationale fortgeschrattene Niveau komm, mat enger Rei vu qualitativ héichwäertegen Entreprisen, déi opkommen an exzellent Resultater erreechen.
Zäitpunkt vun der Verëffentlechung: 05.09.2025











