



01 Déckplacke-Laser-Bogen-Hybridschweiss
Déck Plackeschweessen (Dicke ≥ 20 mm) spillt eng Schlësselroll bei der Fabrikatioun vu groussen Ausrüstung a wichtege Beräicher wéi Loft- a Raumfaart, Navigatioun a Schëffsbau, Schinneverkéier, etc. Dës Komponenten si meeschtens duerch grouss Déckt, komplex Verbindungsformen a komplex Betribsëmfeld charakteriséiert. D'Schweessqualitéit huet en direkten Afloss op d'Leeschtung an d'Liewensdauer vun der Ausrüstung. Wéinst der lueser Schweessgeschwindegkeet a schwéiere Sprëtzproblemer steet déi traditionell gasgeschützt Schweessmethod virun Erausfuerderungen wéi niddreger Schweesseffizienz, héijen Energieverbrauch a grousser Reschtspannung, wat et schwéier mécht, déi ëmmer méi grouss Fabrikatiounsufuerderungen ze erfëllen. D'Laser-Bou-Hybrid-Schweesstechnologie ënnerscheet sech awer vun der traditioneller Schweesstechnologie. Si kombinéiert erfollegräich d'Virdeeler vunLaserschweißena Lichtbogenschweißen, an huet d'Charakteristike vun enger grousser Duerchdringungsdéift, enger schneller Schweißgeschwindegkeet, enger héijer Effizienz a besserer Schweißqualitéit, wéi an der Figur 1 gewisen. Dofir huet dës Technologie vill Opmierksamkeet op sech gezunn a gëtt elo a verschiddene Schlësselberäicher ugewannt.
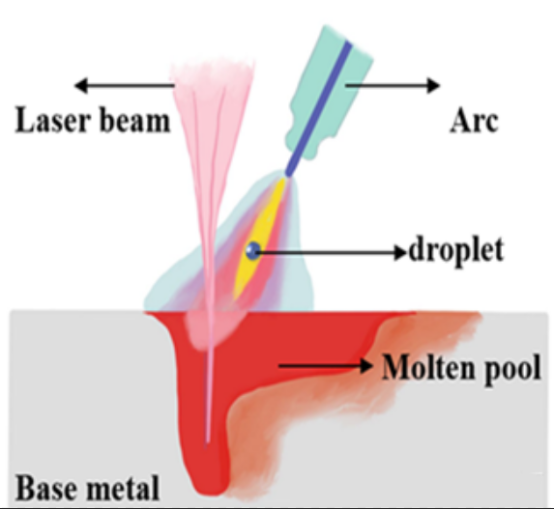
Figur 1 Prinzip vum Laser-Bogen-Hybridschweissen
02 Fuerschung iwwer Laser-Arc Hybrid Schweessen vun décke Placken
Den Norwegeschen Institut fir Industrietechnologie an d'Technesch Universitéit Lule a Schweden hunn d'strukturell Uniformitéit vu Komposit-Schweißverbindungen ënner 15 kW fir 45 mm décke mikrolegéierten héichfesteger Nidderlegierungsstol ënnersicht. D'Universitéit Osaka an den Zentralen Metallurgesche Fuerschungsinstitut vun Egypten hunn e 20 kW Faserlaser benotzt fir Fuerschung iwwer den Eenzelduerchlaf-Laser-Bougen-Hybridschweißprozess vu décke Placken (25 mm) duerchzeféieren, andeems eng Bottomliner benotzt gouf fir de Problem mam ënneschte Buckel ze léisen. Déi dänesch Force Technology Company huet zwee 16 kW Scheiwenlaser a Serie benotzt fir Fuerschung iwwer d'Hybridschweißen vu 40 mm décke Stolplacke mat 32 kW duerchzeféieren, wat drop hiweist, datt erwaart gëtt, datt d'Héichleistungs-Laser-Bougen-Schweißen beim Schweesse vu Offshore-Wandkraafttuermbasis benotzt gëtt, wéi an der Figur 2 gewisen. D'Harbin Welding Co., Ltd. ass déi Éischt am Land, déi d'Kärtechnologie an d'Ausrüstungsintegratiounstechnologie vum Héichleistungs-Festlaser-Schmëlzelektrode-Bougen-Hybrid-Hëtzquellschweißen beherrscht. Et ass déi éischt Kéier, datt d'Technologie an d'Ausrüstung fir d'Loftbogen-Hybridschweiss mat héijer Leeschtung a mat Duebeldrot a mengem Land op High-End-Ausrüstung agesat gouf.
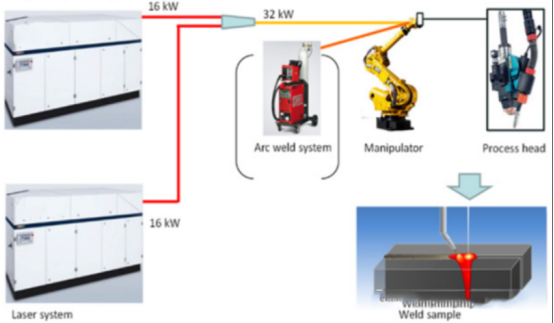
Figur 2. Layoutdiagramm vun der Laserinstallatioun
Geméiss dem aktuellen Fuerschungsstatus vum Laser-Arc-Hybridschweißen vun décke Placken am In- an Ausland kann een feststellen, datt d'Kombinatioun vun der Laser-Arc-Hybridschweißmethod an der schmueler Spaltnut d'Schweißen vun décke Placken erreeche kann. Wann d'Laserleistung op méi wéi 10.000 Watt eropgeet, wäerten ënner der Bestrahlung vun engem Héichenergielaser d'Verdampfungsverhalen vum Material, den Interaktiounsprozess tëscht Laser a Plasma, den stabile Zoustand vum Schmelzbadfloss, den Hëtziwwerdroungsmechanismus an dat metallurgescht Verhalen vun der Schweißnaht a verschiddenem Mooss Ännerunge optrieden. Wann d'Leistung op méi wéi 10.000 Watt eropgeet, wäert d'Erhéijung vun der Leeschtungsdicht de Grad vun der Verdampfung am Beräich beim klenge Lach intensivéieren, an d'Réckschlagkraaft beaflosst direkt d'Stabilitéit vum klenge Lach an de Floss vum Schmelzbad, wouduerch de Schweißprozess beaflosst gëtt. D'Ännerungen hunn en net vernoléissegbaren Impakt op d'Ëmsetzung vum Laser a senge Kompositschweißprozesser. Dës charakteristesch Phänomener am Schweißprozess reflektéieren direkt oder indirekt d'Stabilitéit vum Schweißprozess bis zu engem gewësse Grad a kënnen och d'Qualitéit vun der Schweißnaht bestëmmen. Den Kopplungseffekt vun den zwou Hëtzquellen, Laser a Bou, kann dozou féieren, datt déi zwou Hëtzquellen hir eege Charakteristiken voll ausnotzen a besser Schweesseffekter kréien ewéi Eenzellaserschweißen a Bouschweißen. Am Verglach mat der autogener Laserschweißmethod huet dës Schweessmethod d'Virdeeler vun enger staarker Spaltadaptatioun an enger grousser Schweessdicke. Am Verglach mat der Schmuelspaltlaser-Drotfëllungsschweißmethod fir déck Placken huet se d'Virdeeler vun enger héijer Drotschmëlzeffizienz an engem gudden Nutenschweißeffekt. Zousätzlech verbessert d'Attraktioun vum Laser um Bou d'Stabilitéit vum Bou, wouduerch d'Laser-Bou-Hybridschweißen méi séier ass ewéi traditionellt Bouschweißen.Laser-Fülldrahtschweißen, mat relativ héijer Schweißeffizienz.
03 Héichleistungs-Laser-Bogen-Hybridschweissapplikatioun
D'Laser-Bougen-Hybrid-Schweisstechnologie mat héijer Leeschtung gëtt wäit an der Schëffsbauindustrie benotzt. D'Meyer Shipyard an Däitschland huet eng 12kW CO2-Laser-Bougen-Hybrid-Schweissproduktiounslinn fir d'Schweisse vu flaache Placken a Versteifung vum Schëffsrumpf opgeriicht, fir d'Bildung vun 20m laange Filetschweissfugen an engem Schrëtt z'erreechen an de Grad vun der Deformatioun ëm 2/3 ze reduzéieren. GE huet e Faserlaser-Bougen-Hybrid-Schweisssystem mat enger maximaler Ausgangsleistung vun 20kW entwéckelt, fir de Fligerdréier USS Saratoga ze schweessen, wouduerch 800 Tonne Schweessmetall gespuert an d'Aarbechtsstonnen ëm 80% reduzéiert ginn, wéi an der Figur 3 gewisen. D'CSSC 725 benotzt en 20kW Faserlaser-Héichleistung-Laser-Bougen-Hybrid-Schweisssystem, wat d'Schweissdeformatioun ëm 60% reduzéiere kann an d'Schweisseffizienz ëm 300% erhéijen kann. D'Shanghai Waigaoqiao Shipyard benotzt en 16kW Faserlaser-Héichleistung-Laser-Bougen-Hybrid-Schweisssystem. D'Produktiounslinn benotzt eng nei Prozesstechnologie vum Laser-Hybrid-Schweißen + MAG-Schweißen, fir eng eenzeg Säit Eenzelduerchschweißen an eng duebel Säit Formung vu 4-25 mm décke Stolplacken z'erreechen. D'Héichleistungs-Laser-Bogen-Hybrid-Schweißtechnologie gëtt wäit verbreet a gepanzerten Gefierer benotzt. Seng Schweißeegeschafte sinn: Schweessen vu komplexe Metallstrukturen mat grousser Déckt, niddreg Käschten an héicheffizient Produktioun.

Figur 3. Fligerdréier USS Sara Toga
D'Héichleistungs-Laser-Bougen-Hybrid-Schweisstechnologie gouf ufanks a verschiddenen Industrieberäicher ugewannt a wäert e wichtegt Mëttel fir d'effizient Fabrikatioun vu grousse Strukturen mat mëttleren a groussen Wanddicken ginn. Am Moment feelt et u Fuerschung iwwer de Mechanismus vum Héichleistungs-Laser-Bougen-Hybrid-Schweiss, deen nach weider verstäerkt muss ginn, wéi zum Beispill d'Interaktioun tëscht Photoplasma a Bou an d'Interaktioun tëscht Bou a Schmelzbad. Et gëtt nach ëmmer vill ongeléist Problemer am Héichleistungs-Laser-Bougen-Hybrid-Schweissprozess, wéi zum Beispill e schmuel Prozessfenster, ongläich mechanesch Eegeschafte vun der Schweissstruktur a komplizéiert Qualitéitskontroll beim Schweiss. Well d'Ausgangsleistung vun industrielle Laseren no an no eropgeet, wäert sech d'Héichleistungs-Laser-Bougen-Hybrid-Schweisstechnologie séier entwéckelen, an eng Vielfalt vun neie Laser-Hybrid-Schweisstechnologien wäerten weider optrieden. Lokaliséierung, Groussskala an Intelligenzéierung wäerten an Zukunft wichteg Trends an der Entwécklung vun Héichleistungs-Laser-Schweissausrüstung sinn.
Zäitpunkt vun der Verëffentlechung: 24. Abrëll 2024











